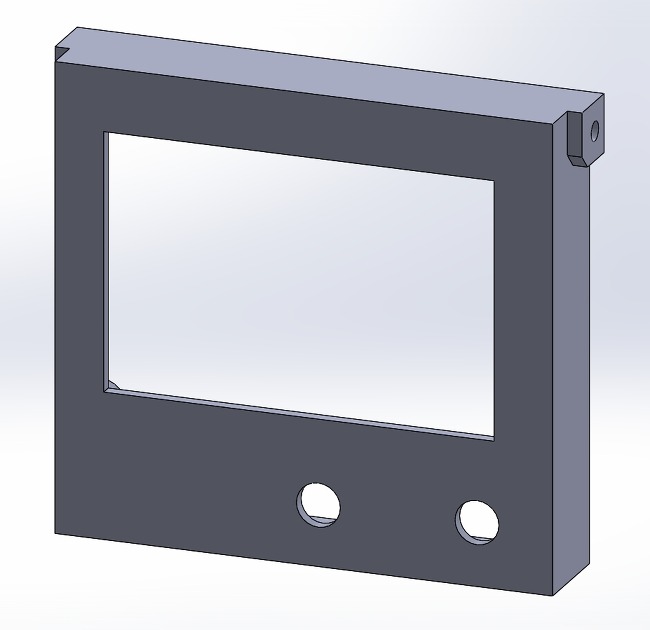
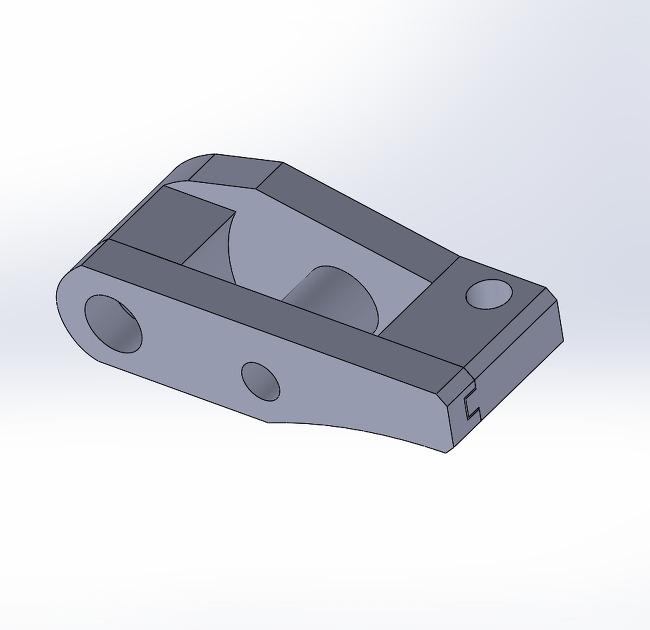
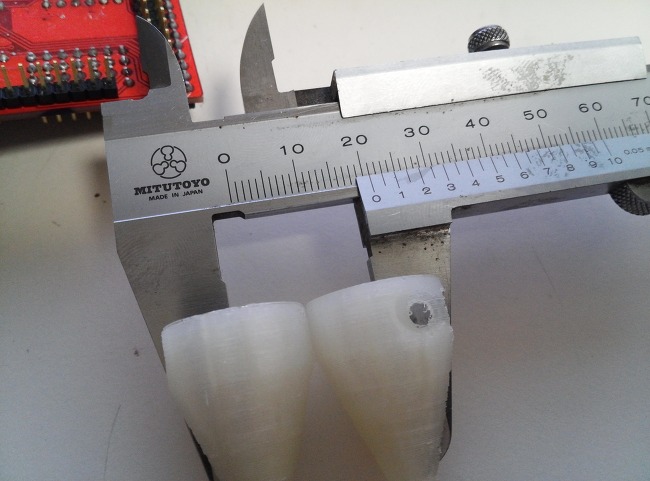
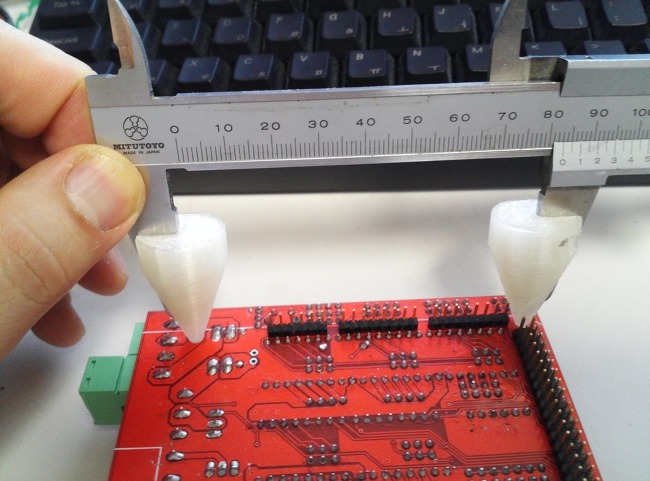
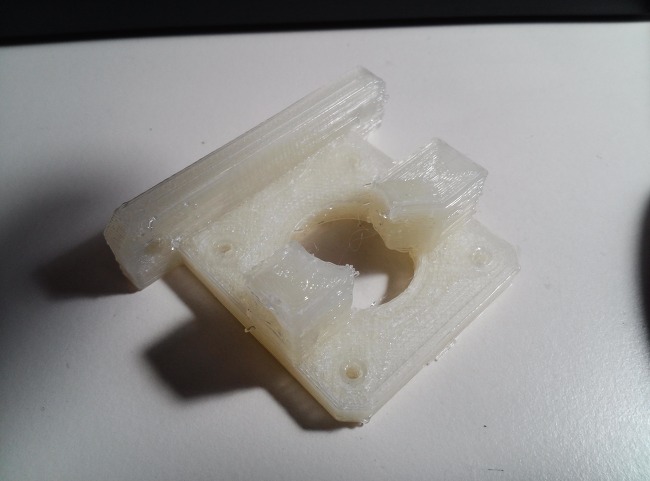
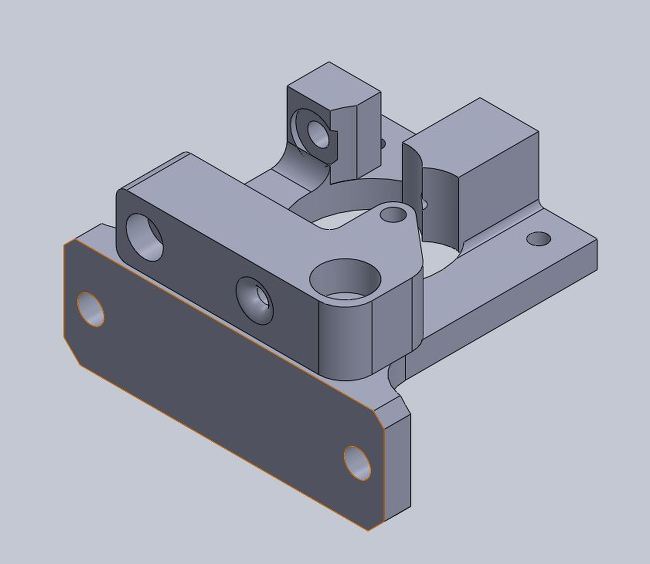
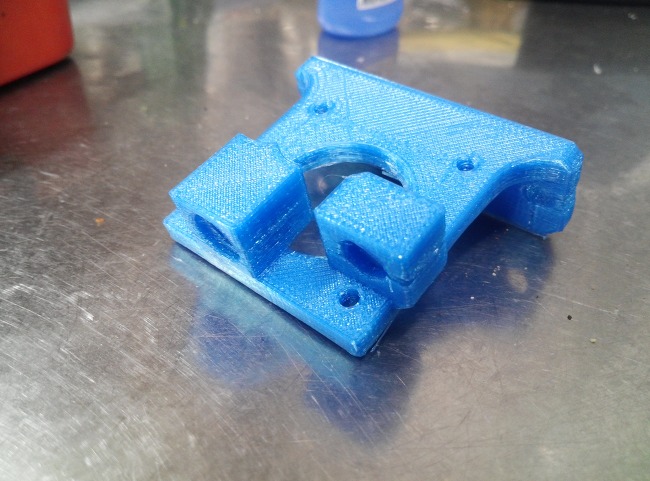
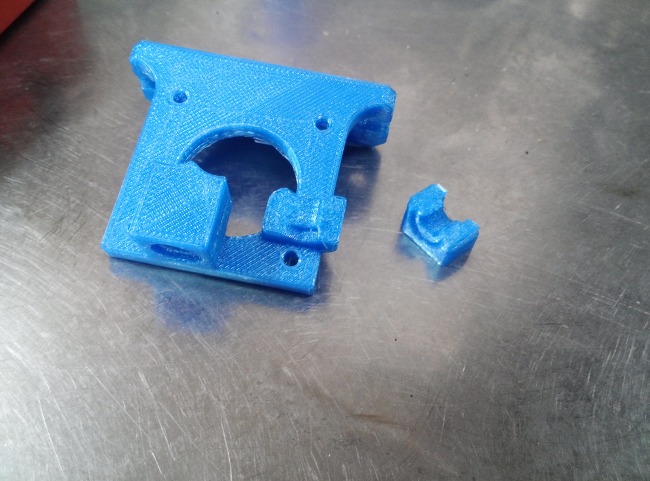
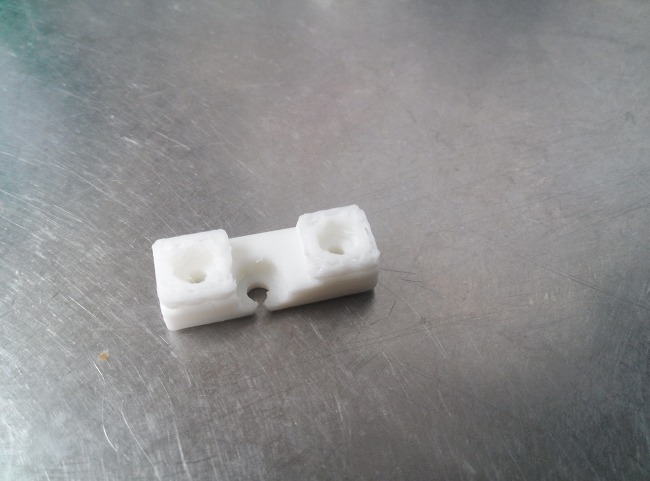
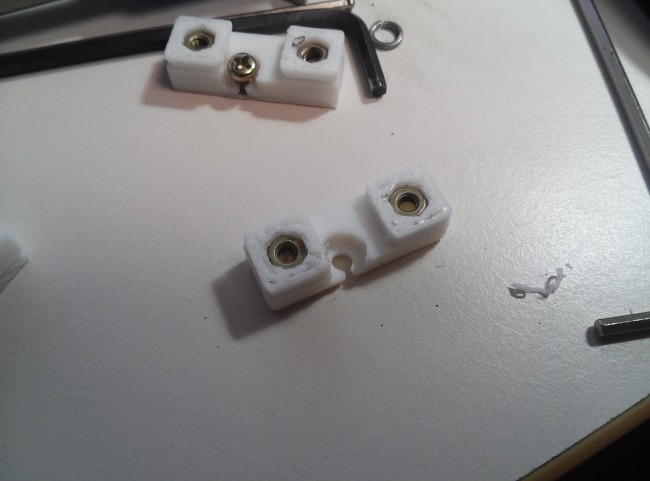
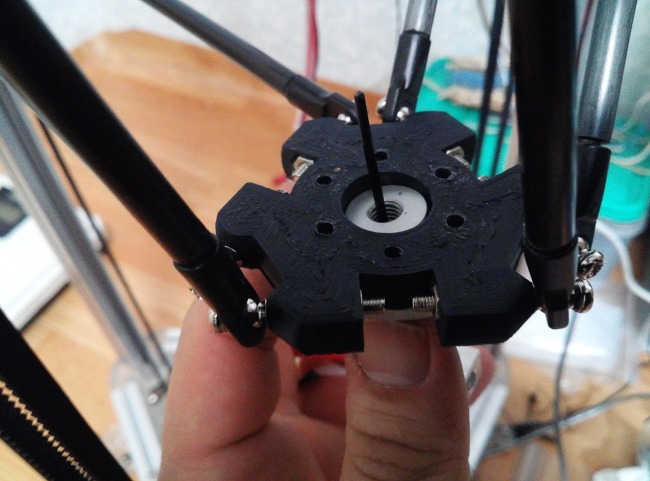
어떤 부품을 만들어 출력을 하고 조립을 했는데 볼트를 조이기만 하면 레이어가 분리되더군요,
100% infill 출력으로도 소용이 없었습니다.
ABS를 잠깐 테스트해봤으나... 머리아픈 냄새가 작렬하고 수축이 심해서 테스트출력 두어번 하고는 포기.
에폭시 수지를 이용해 내부를 채우는 방법을 테스트해보기로 했습니다.
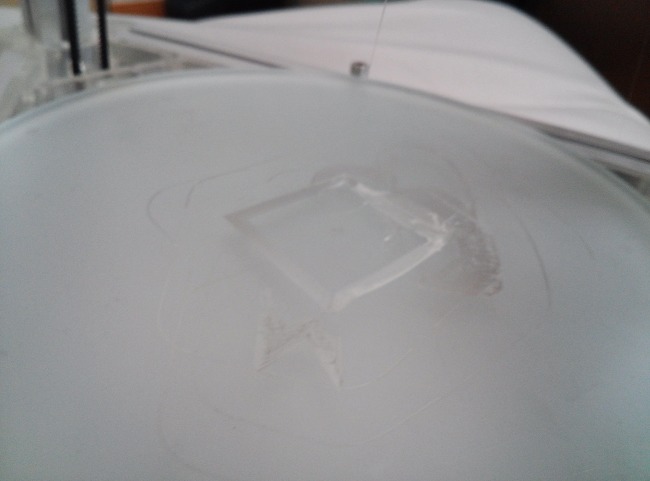
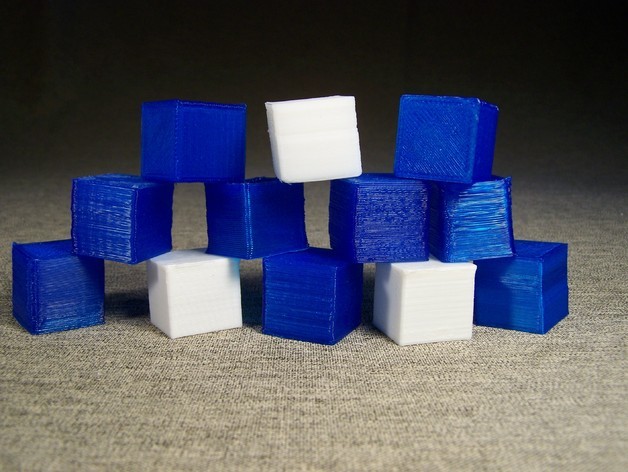
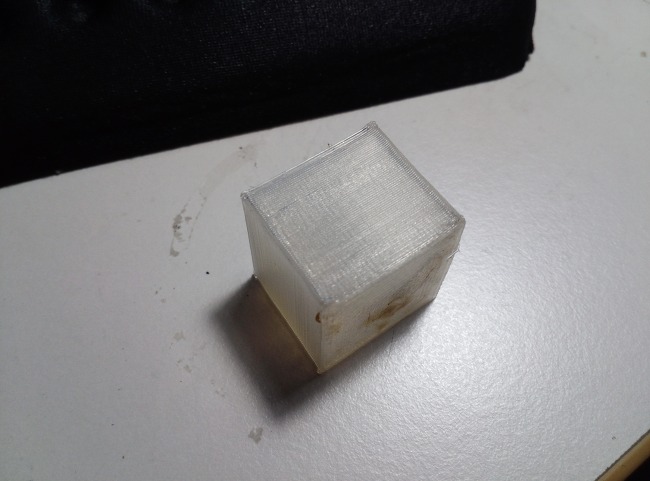
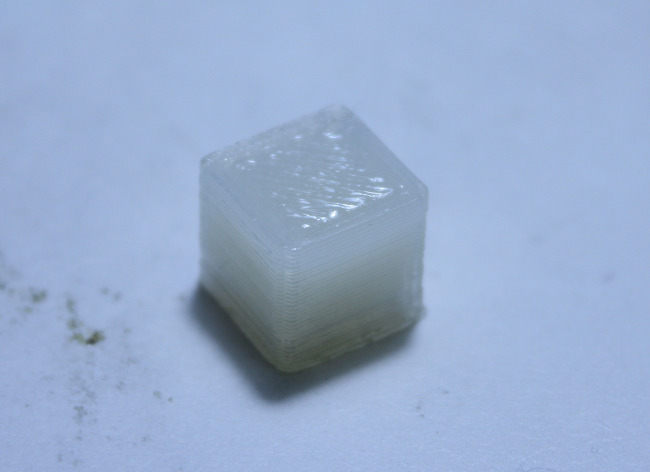
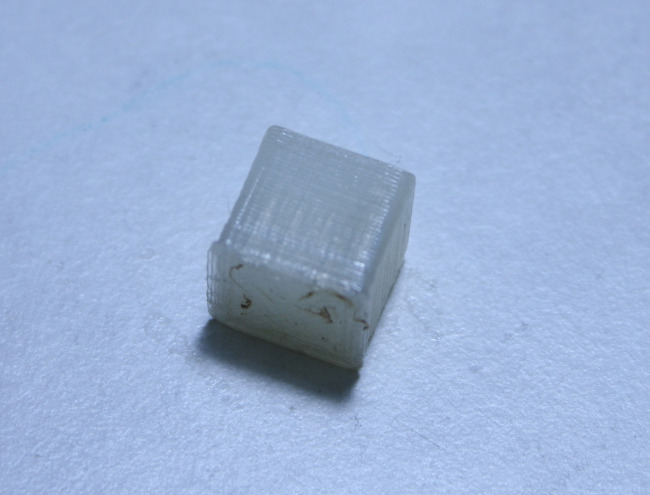
30mm 크기의 정육면체를 100% PLA 로 출력했습니다.
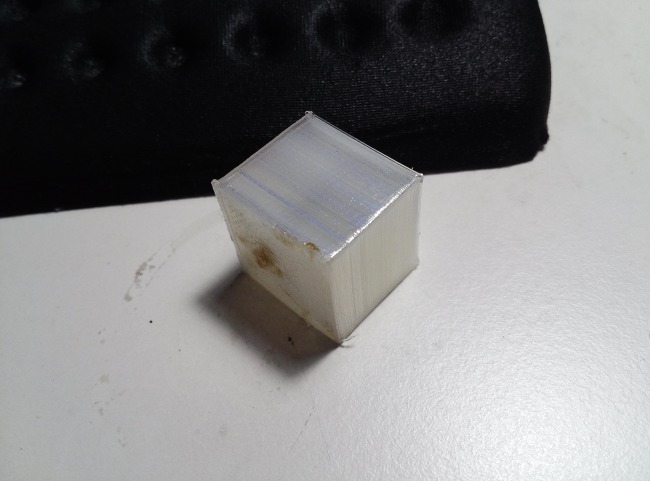
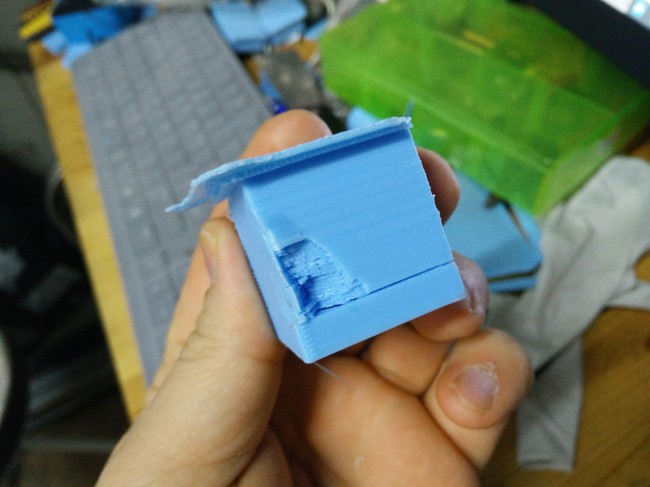
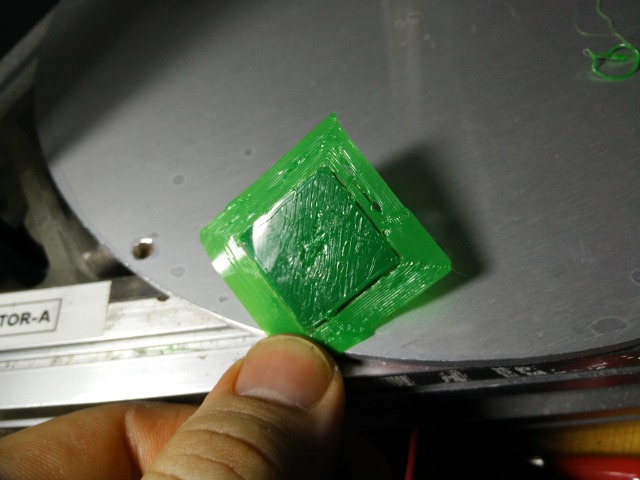
망치로 살짝 한번 쳤더니 저렇게 깨져버렸네요. 그리고 한쪽은 면이 분리되었습니다.
강도 면에서는 아무리 100% 로 채워도 별로 기대할만한 정도가 안되더군요.
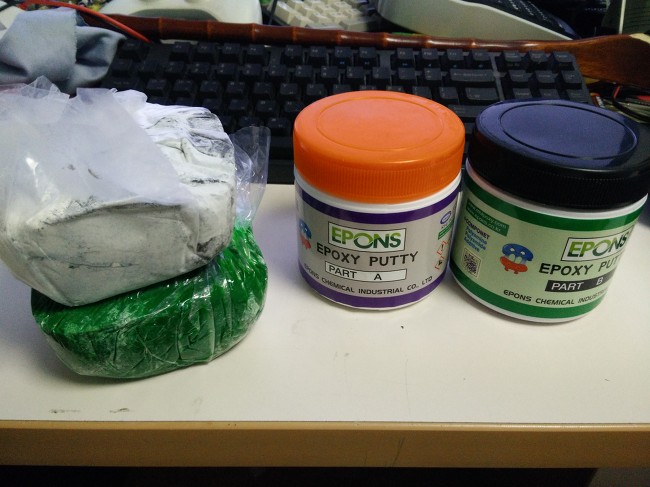
2종류의 에폭시 퍼티를 구매했습니다. 시중에 에폭시 퍼티를 검색하면 종류별로 많이 나오는데
저는 epons 사의 에폭시 퍼티를 전에도 사용해왔던 터라 이번에도 이걸로 구매했습니다.
외산 중에는 더 강력하고 튼튼한 것들도 있습니다만 일단 구하기 쉽고 용량대비 가격이 저렴합니다.
왼쪽의 비닐봉지에 싸여진 것은 속칭 '떡 퍼티' 라고 불리우는데 정확한 모델명이 있지는 않습니다.
오른쪽의 통에 든 것은 약간 죽같은 형태로 좁은 부위에 흘려넣는 용도로 사용하기 좋습니다.

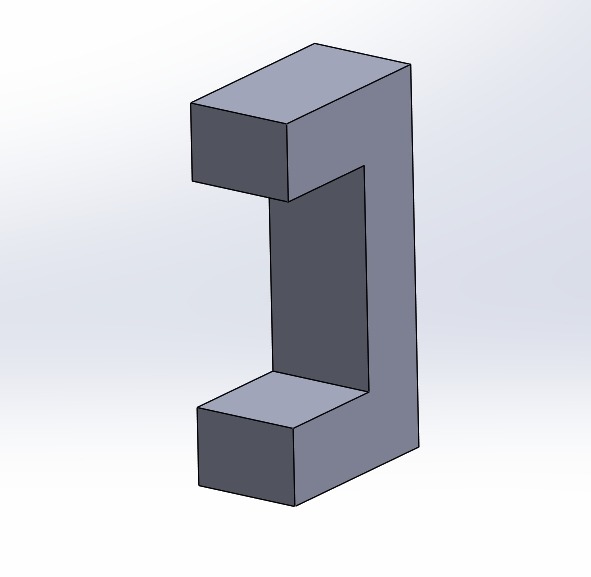
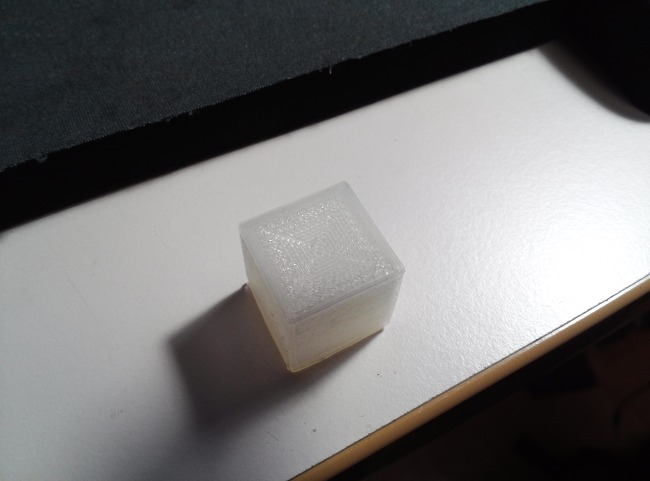
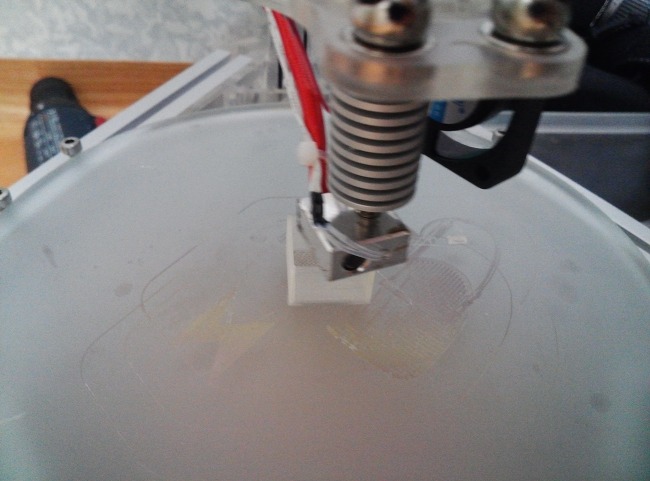
30*30*15mm 형태의 빈 육각형 형태를 출력했습니다.
날이 쌀쌀해진 탓인지 부품이 맛간 탓인지 출력물 표면이 영 안좋습니다.

2개의 재료를 잘 섞으면 됩니다.
무게비율로 1:1으로 섞어야 하나 사실 적당히 비슷한 부피로 섞어도 별 차이는 없습니다.

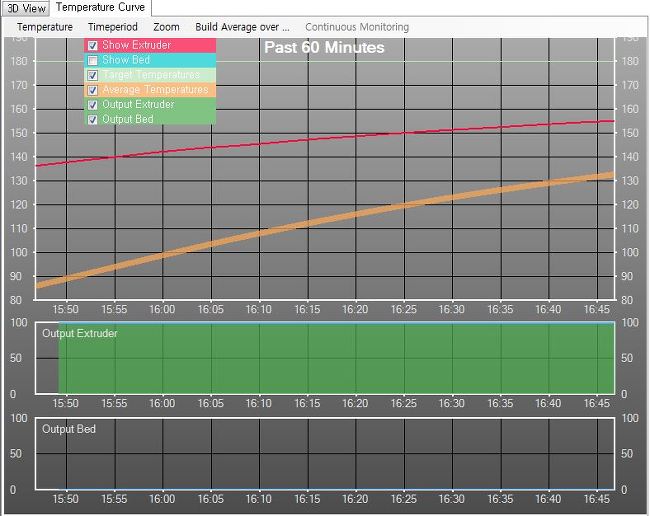
섞고 나서 채웠습니다. 완전경화에는 24시간 정도가 걸립니다만 온도를 높이면 더 빨리 경화되기 때문에
온풍기나 오븐으로 적당히 가열하면 몇시간 내에 경화되기도 합니다.
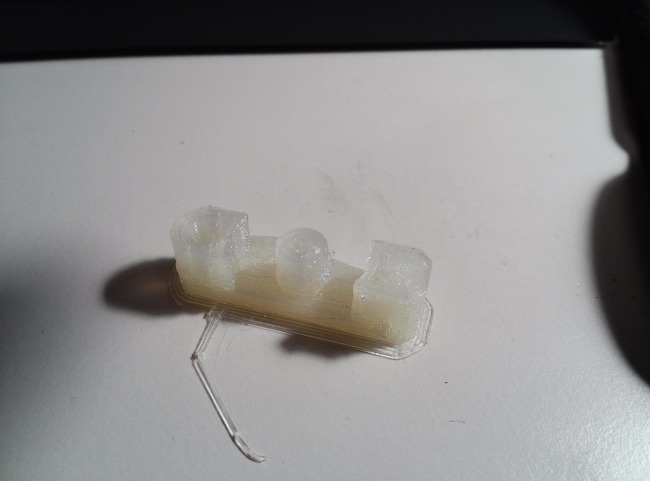
이렇게 경화된 출력물을 망치로 때려 테스트해 보았습니다.
처음 나오는 초록색 덩어리는 에폭시 퍼티만 경화시킨 덩어리이고
두번째는 에폭시 퍼티가 들어간 PLA 큐브입니다.
거의 전력으로 몇번씩 때려도 표면의 PLA면이 약간 분리가 될 뿐 잘 깨지지 않습니다.

마구 두드려댄 이후의 결과입니다.
강도면에서 상당히 만족스럽습니다.
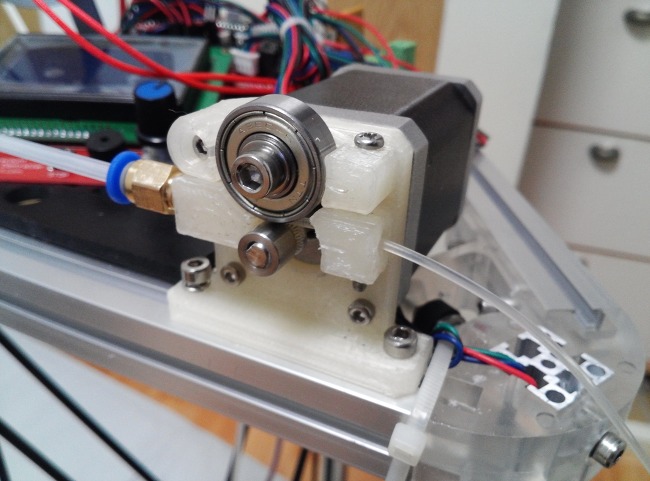
에폭시 퍼티는 유동성이 있어 구조에 따라 철심을 박는다던가 하는 것이 쉽기 때문에
출력물로 형태를 잡고 내부에 보강재를 구성해서 보다 강력한 내구성을 가진 출력물을 만드는 것도 가능해 보입니다.
'Completed > 3D Printer-Delta' 카테고리의 다른 글
| 3D 프린트 출력물에 에폭시 퍼티를 넣어 튼튼한 출력물을 만들기 (0) | 2015.11.16 |
|---|---|
| 델타 프린터 - 히터와 센서 수리. (2) | 2015.10.08 |
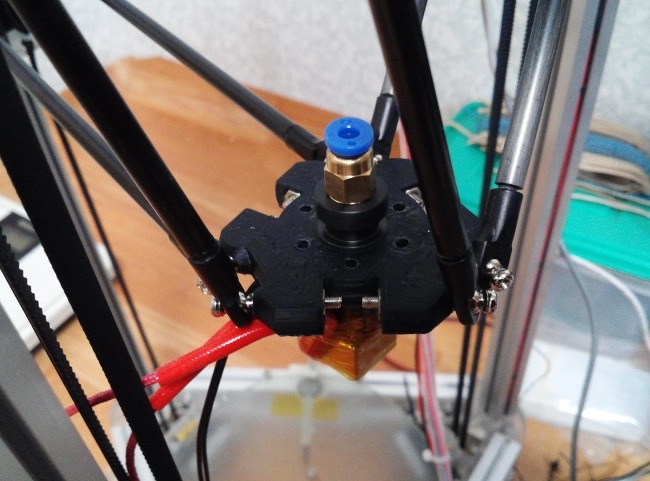
| 델타 캐리어 수리/히트베드 적용 (2) | 2015.08.14 |
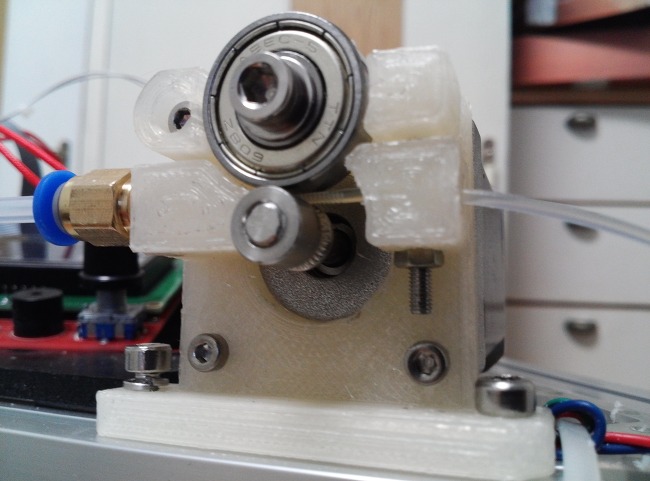
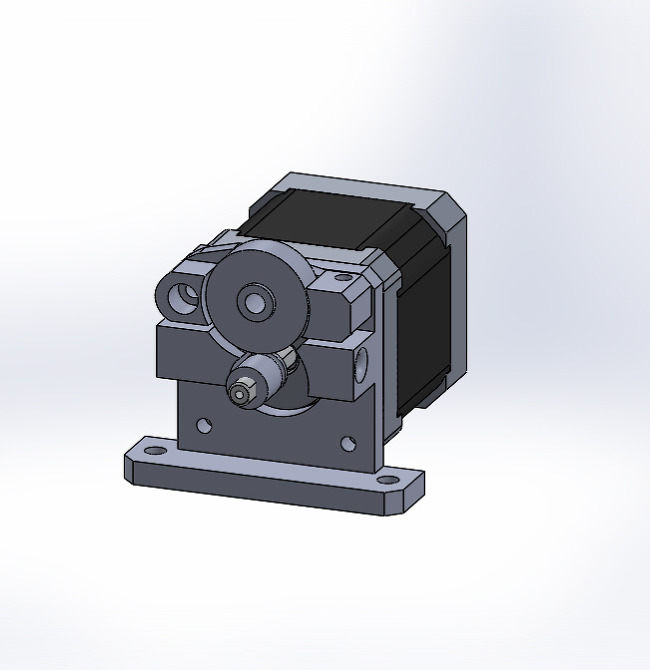
| MK8 익스트루더로 변경. (0) | 2015.06.05 |
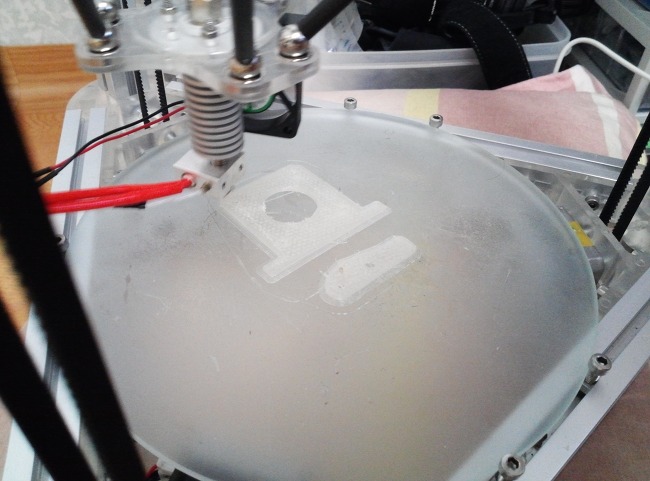
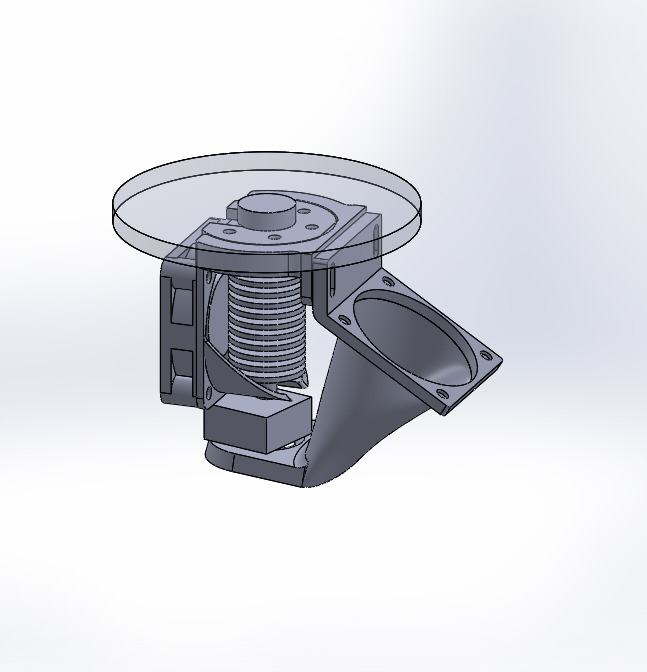
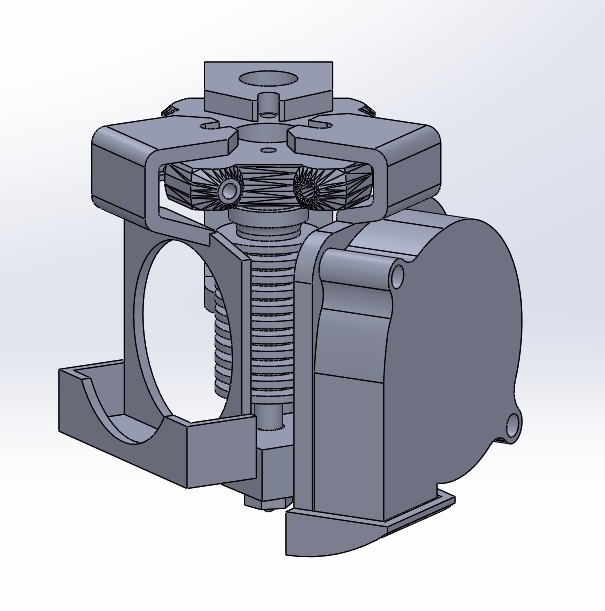
| 프린팅을 고려한 설계. (5) | 2015.05.31 |
| 스텝 드라이버 교체(A4988->DRV8825) (13) | 2015.05.13 |



















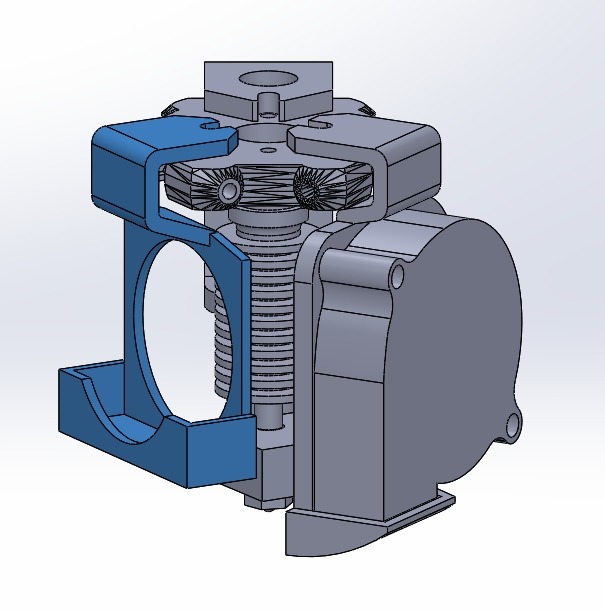






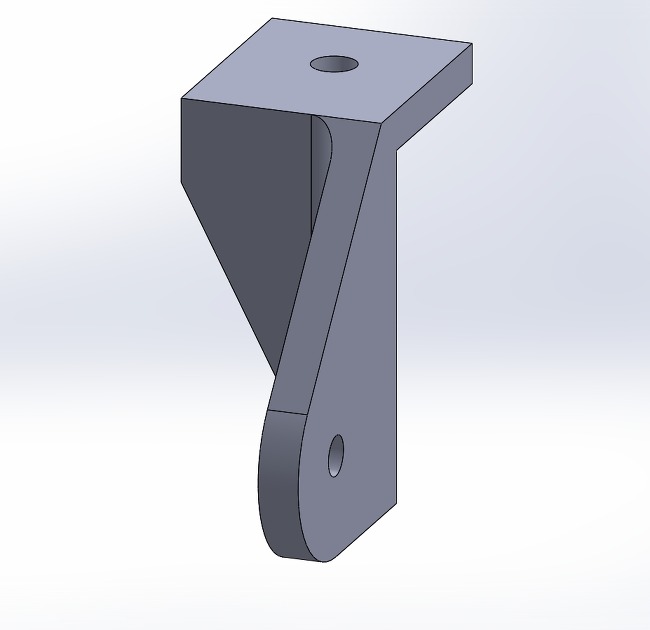
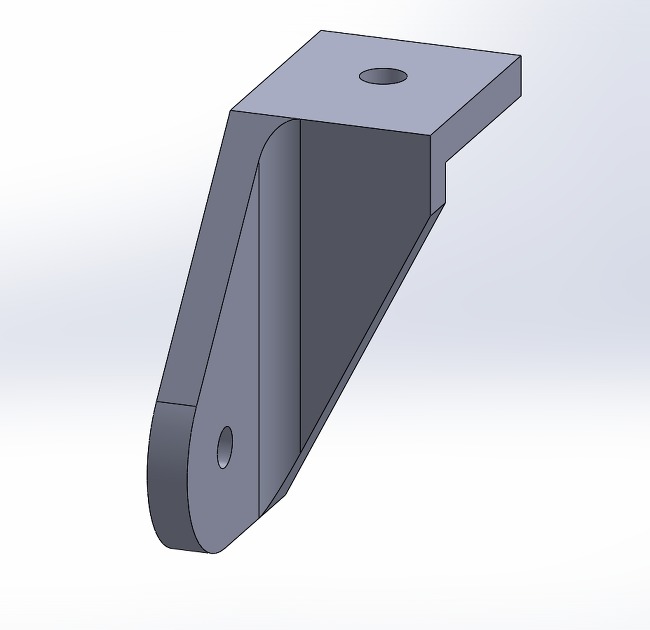
 fan_mount1_1.STL
fan_mount1_1.STL






















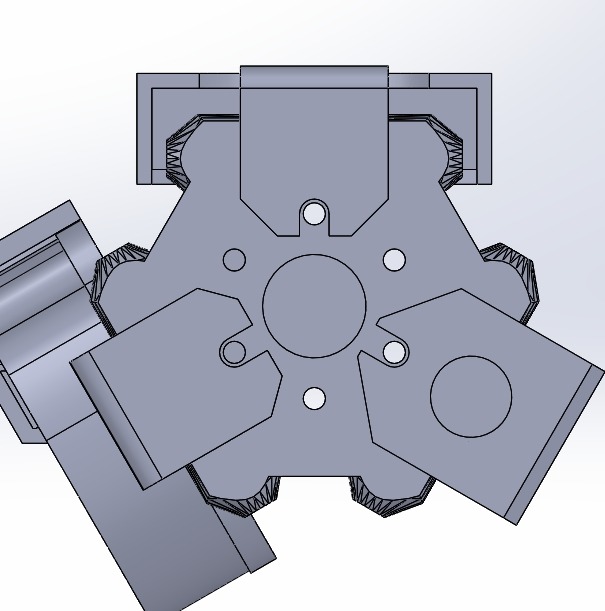
 top_plate.pdf
top_plate.pdf